
The use of high power diesel engines is continually increasing in military, industrial, marine, and power generating applications. In the military, low rejection, high output, tank and vehicle diesel engines need to operate above 90 BHP per liter of engine displacement in extreme, hot and dry operating conditions. These extreme conditions introduce new engine design limits. Performance development, research, and maintenance on these machines require monitoring various parameters such as piston temperature, pressure, strain, and acceleration. Measuring these parameters is a difficult challenge due to the high rotational speeds, high temperatures, and harsh shock and vibration environment inside the engine. Rotating and reciprocating speeds in the engine and its internal components go beyond 5,000 RPM. The acceleration of a piston at top-dead-center of the stroke gets as high as 4,000g, reciprocating, with operating temperatures on board the piston as high as 185°C with piston crown temperatures going as high as 600°C on steel pistons. Unwanted combustion detonation or “knocking” can add additional stress to the measurement system.

High-speed surface temperature measurements on the crown of the piston can be especially significant for understanding the combustion event and for evaluating material property limits in the piston. For instance, highly sensitive and high-speed surface thermocouples can distinguish between flame and liquid fuel impinging on the surface. Having high-speed temperature measurements allows recording surface temperature fluctuations at Helmholtz frequencies (4-5 kHz) caused by engine knocking conditions. These measurements increase the understanding of the physical combustion event and help improve the performance and efficiency of the engine. A surface temperature measurement combined with a sub-surface temperature measurement built in the same transducer can provide a heat flux measurement and aid in material selection and cooling design within the piston. Currently, existing thermocouple designs do not have response times fast enough to allow the measurements needed to accurately test and verify piston performance and combustion events.
IR Telemetrics has been designing and building wireless transmitters and receivers as well as custom thermocouples for over 25 years. Their systems are used to transmit information such as temperature, pressure, strain, acceleration, and displacement from various types of rotating and reciprocating machinery components including pistons, connecting rods, crankshafts, gas turbines, steam turbines, turbo-chargers, impellers, gears, and clutches. IR Telemetrics has successfully transmitted data wirelessly at rotational speeds of 25,000 rpm and on pistons in engines running at 9,000 rpm with electronics operating temperatures of 185°C and sensors in temperatures above 600°C.
Accurate surface temperature measurements are not easily obtained. First, it is necessary to place the junction of the thermocouple precisely at the surface to be measured. Second, for high-speed, dynamic surface temperature measurements, the thermocouple junction itself must be very small and low mass and the thermocouple wires themselves should be as small as possible. The junctions can be made by vacuum deposition of another metal across the two-thermocouple metals. This creates a very low mass junction right at the surface. It is also possible to laser weld a very small piece of metal, like platinum, across the thermocouple leads, flush to the surface. When performed under a microscope, this is also a very low mass junction. A third option is to plasma spray each of the thermocouple wires to the surface on a ceramic substrate. The plasma printed wires are brought together on the surface of interest to form the measuring junction. This junction can be laser trimmed to reduce size and mass.
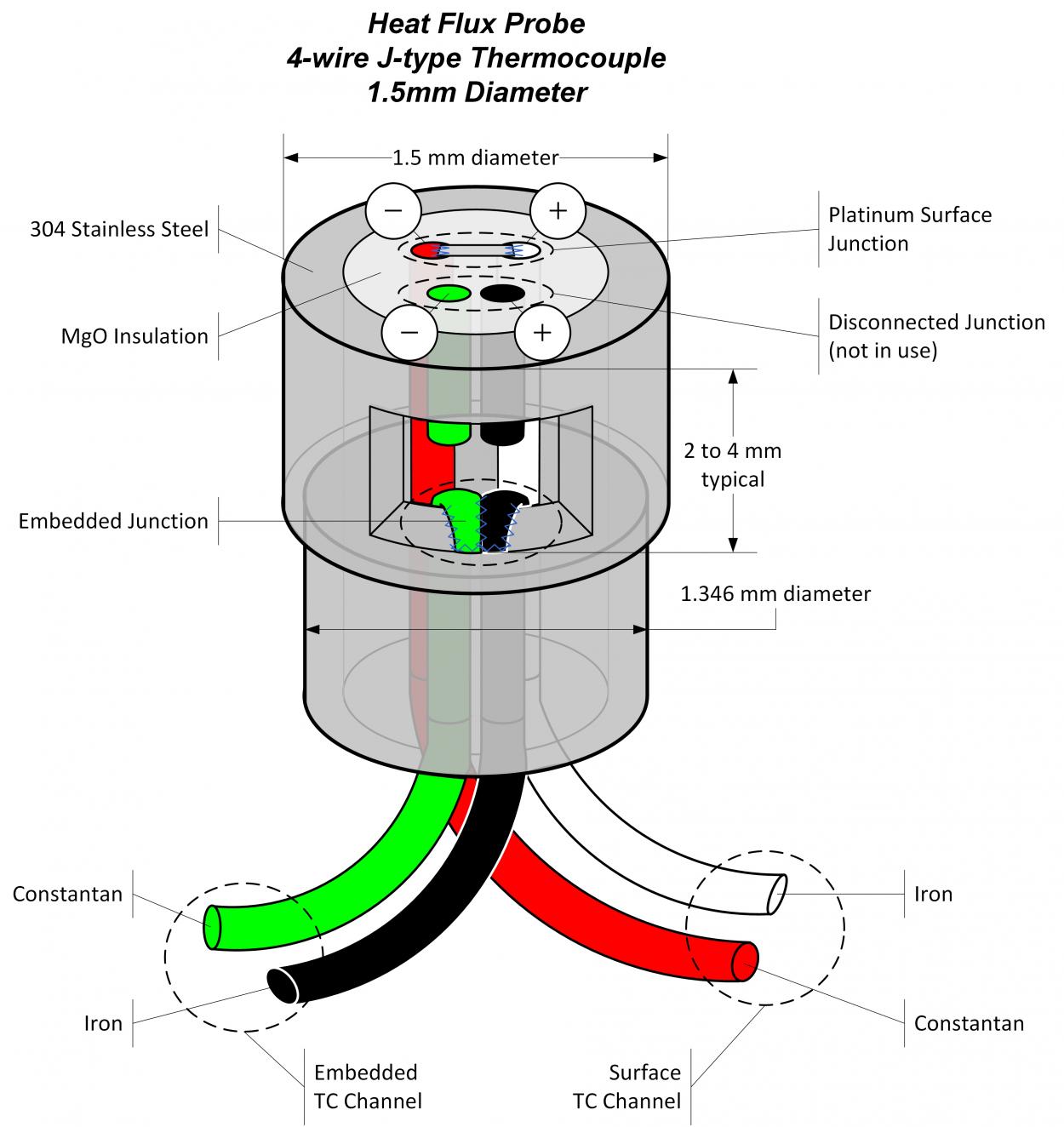
A platinum welded surface thermocouple is made utilizing stainless steel sheathed, mineral insulated, J-type probe stock along with a pure, thermocouple grade platinum ribbon used as the junction material. The creation of the physical junction is done using a 50W Nd:YAG pulsed laser welder. IR Telemetrics has a Rofin manufactured welder with a maximum pulse power of 6 kW and maximum pulse energy of 80 joules.
Currently 0.060” thermocouple stock and a 0.001” x 0.003” platinum ribbon make the thermocouples. These platinum welded surface thermocouples have proven to be robust and sufficient for current measurement requirements. Efforts to improve the response time of these thermocouples are made by reducing the mass of the probe and junction. To this end, smaller diameter probe materials and lower mass ribbons will be evaluated. Current response times are in the 10-100us range as shown in Figure 1. Smaller mass junctions improve the response time. Development will be done to verify the smaller mass junction provides the faster response while still maintaining robustness for harsh environment engine testing.